


- ◆ 焊割工具
- ◆ 焊接設備
- ◆ 焊接配件
- ◆ 機器人(rén)焊接
- ◆ 單體機器人(rén)焊接系統
- ◆ 機器人(rén)标準焊接系統
- ◆ 經濟型标準機器人(rén)系統
- ◆ 機器人(rén)激光(guāng)焊接系統
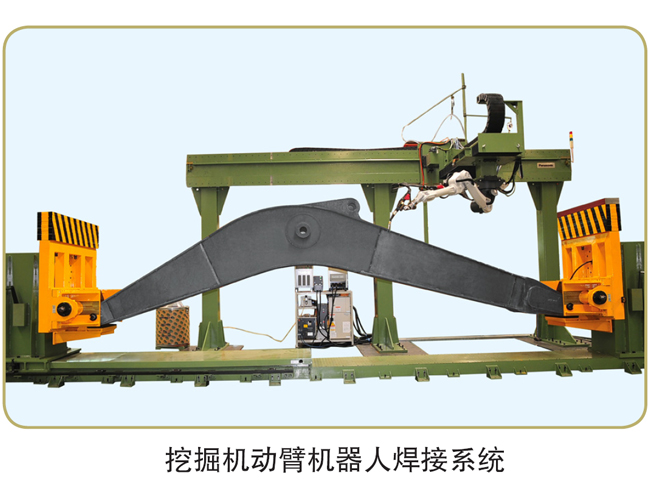
- ◆ 中厚闆機器人(rén)焊接系統
- ◆ 機器人(rén)切割系統
- ◆ 機器人(rén)周邊裝置
- ◆ 機器人(rén)教學系統
- ◆ 焊絲焊材
- ◆ 焊劑
- ◆ 結構鋼焊條
- ◆ 熱(rè)強鋼焊條
- ◆ 低溫鋼焊條
- ◆ 不鏽鋼焊條
- ◆ 堆焊焊條
- ◆ 鑄鐵焊條
- ◆ 管道焊接專用(yòng)焊條
- ◆ 埋弧焊絲
- ◆ 藥芯焊絲
- ◆ 實心焊絲
- ◆ 不鏽鋼焊絲
- ◆ 氩弧焊絲
- ◆ 堆焊焊帶
- ◆ 焊接襯墊
- ◆ 氣動工具
- ◆ 電動工具
- ◆ 勞防用(yòng)品
- ◆ 氣體減壓器
- ◆ 氧氣/乙炔管

産品介紹
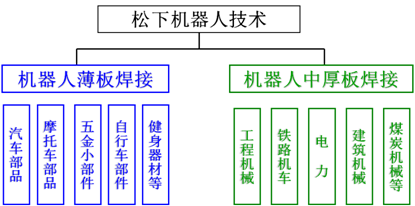
松下(xià)機器人(rén)技術概述
松下(xià)在弧焊和(hé)激光(guāng)焊接領域擁有領先的(de)技術,在弧焊機器人(rén)方面,既有針對(duì)汽車等薄闆領域低飛(fēi)濺高(gāo)速解決方案,也(yě)有針對(duì)建設機械及工程機械的(de)中厚闆解決方案。松下(xià)機器人(rén)焊接技術包括:
松下(xià)的(de)标準機器人(rén)系統和(hé)經濟型集成機器人(rén)系統,都是針對(duì)薄闆的(de)。本産品爲松下(xià)的(de)中厚闆機器人(rén)焊接系統。
關于松下(xià)中厚闆焊接系統
對(duì)中厚闆焊接的(de)理(lǐ)解
一提到中厚闆技術,很多(duō)人(rén)第一感覺是中厚闆技術針對(duì)闆材很厚的(de)工件,這(zhè)種理(lǐ)解是不全面的(de)。簡單來(lái)說,适應中厚闆技術的(de)工件,它通(tōng)常具備以下(xià)幾個(gè)主要特點:
★★在工件用(yòng)機器人(rén)焊接之前,預先在工裝上進行組對(duì)點焊
★★工件重複定位精度遠(yuǎn)不滿足±0.5mm以内,需要配合接觸傳感進行初始點尋位。有些工件由于焊接熱(rè)變形等的(de)影(yǐng)響需要配備電弧傳感器
★★多(duō)數工件需要通(tōng)過變位機帶動工件,使焊縫達到船型焊或角焊縫的(de)位置進行焊接。很多(duō)焊縫需要采用(yòng)多(duō)層焊的(de)方式對(duì)應焊接要求滿足以上幾條的(de)工件,通(tōng)常爲适應中厚闆技術的(de)工件。
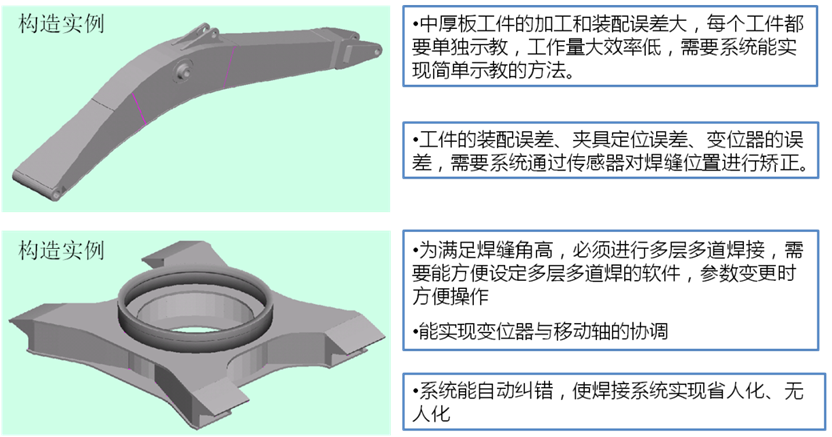
中厚闆工件特點及要求
中厚闆焊接工件的(de)特點以及對(duì)焊接系統的(de)要求:
松下(xià)中厚闆焊接用(yòng)機器人(rén)系統的(de)特點
示教量小,修改示教簡單
設備操作性良好,可(kě)大(dà)大(dà)減輕操作工的(de)負擔
多(duō)種傳感器減小誤差
具備各種傳感器,可(kě)以補正工件裝配存在的(de)誤差以及工裝夾具和(hé)變位機的(de)誤差
可(kě)方便地進行多(duō)層多(duō)道焊接
★★多(duō)層多(duō)道焊的(de)焊接規範容易設
★★示教内容容易修改
★★傳感器補償的(de)結果能夠反應到實際工件上
★★變位機和(hé)機器人(rén)可(kě)以協調運行
能夠實現省人(rén)化(huà)或無人(rén)化(huà)操作
可(kě)自動檢測錯誤,并瞬時(shí)停止
系統構成
中厚闆機器人(rén)焊接系統構成示例
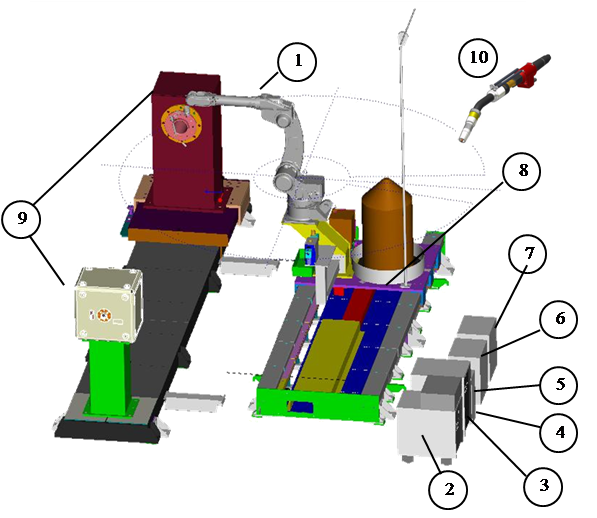
★★機器人(rén)
★★焊接電源
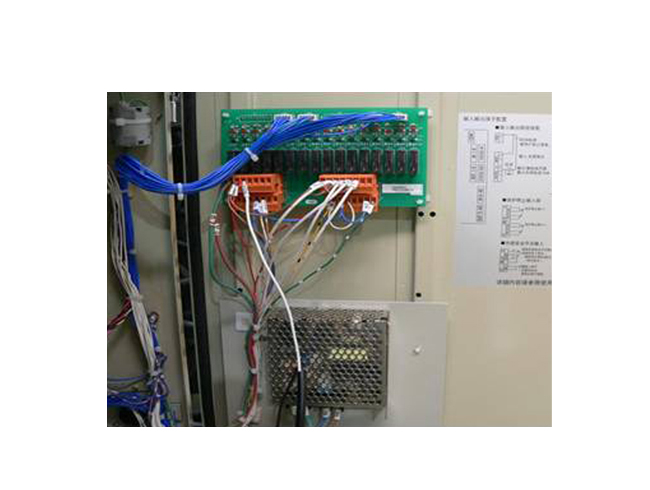
★★機器人(rén)控制裝置
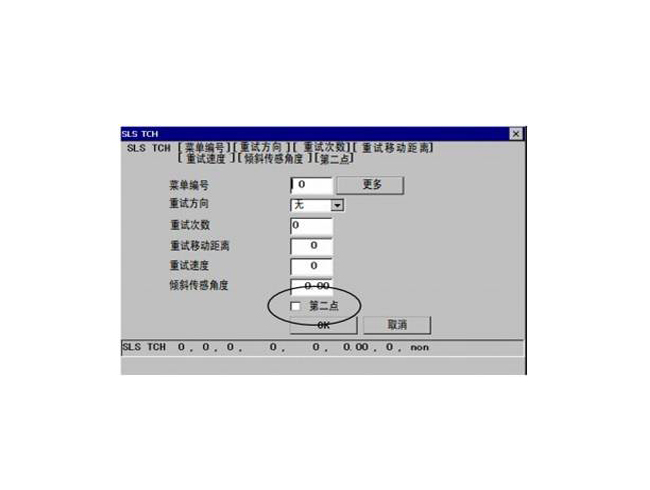
★★高(gāo)壓接觸傳感器
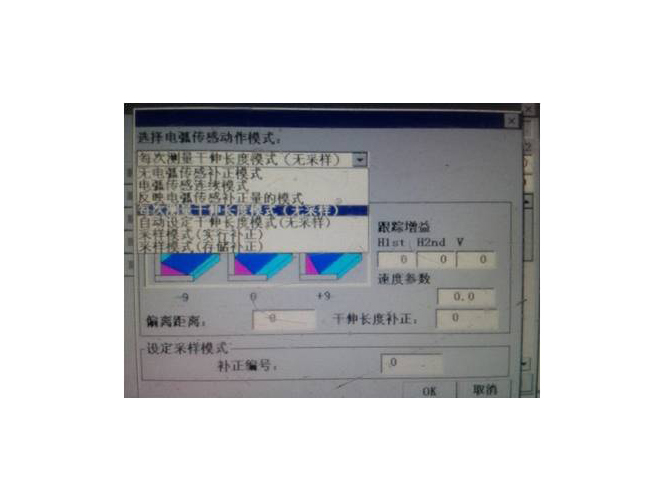
★★電弧傳感器
★★冷(lěng)卻水(shuǐ)箱
★★變壓器
★★機器人(rén)行走裝置
★★外部軸變位機(帶外部軸控制器)
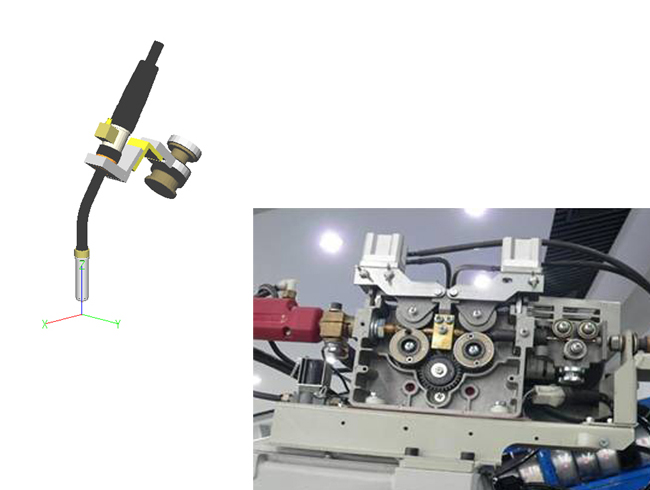
★★松下(xià)水(shuǐ)冷(lěng)焊槍(帶焊絲壓緊裝置)
中厚闆焊接系統主要硬件介紹



中厚闆焊接功能相關軟件列表
| 接觸傳感軟件 | 坡口檢測傳感功能,型号:YA-1RPST1K01 |
| 接觸傳感功能,型号:YA-1RPST1 | |
| 電弧傳感軟件 | 電弧傳感功能,型号:YA-1RPSA1 |
| 中厚闆焊接軟件 | 厚闆焊接功能,型号:YA-1RPMB1 |
| 中闆焊接功能,型号:YA-1RPMC1 | |
| 雙絲焊接軟件 | 雙絲焊接功能,型号:YA-1RPMD1 |
| 外部軸協調功能 | 外部軸協調功能,型号:YA-1GPHA1 |
| 其他(tā)可(kě)選功能 | -- |
傳感功能詳述
詳細内容請點擊>
實施案例

