


- ◆ 焊割工具
- ◆ 焊接設備
- ◆ 焊接配件
- ◆ 機器人(rén)焊接
- ◆ 單體機器人(rén)焊接系統
- ◆ 機器人(rén)标準焊接系統
- ◆ 經濟型标準機器人(rén)系統
- ◆ 機器人(rén)激光(guāng)焊接系統
- ◆ 中厚闆機器人(rén)焊接系統
- ◆ 機器人(rén)切割系統
- ◆ 機器人(rén)周邊裝置
- ◆ 機器人(rén)教學系統
- ◆ 焊絲焊材
- ◆ 焊劑
- ◆ 結構鋼焊條
- ◆ 熱(rè)強鋼焊條
- ◆ 低溫鋼焊條
- ◆ 不鏽鋼焊條
- ◆ 堆焊焊條
- ◆ 鑄鐵焊條
- ◆ 管道焊接專用(yòng)焊條
- ◆ 埋弧焊絲
- ◆ 藥芯焊絲
- ◆ 實心焊絲
- ◆ 不鏽鋼焊絲
- ◆ 氩弧焊絲
- ◆ 堆焊焊帶
- ◆ 焊接襯墊
- ◆ 氣動工具
- ◆ 電動工具
- ◆ 勞防用(yòng)品
- ◆ 氣體減壓器
- ◆ 氧氣/乙炔管

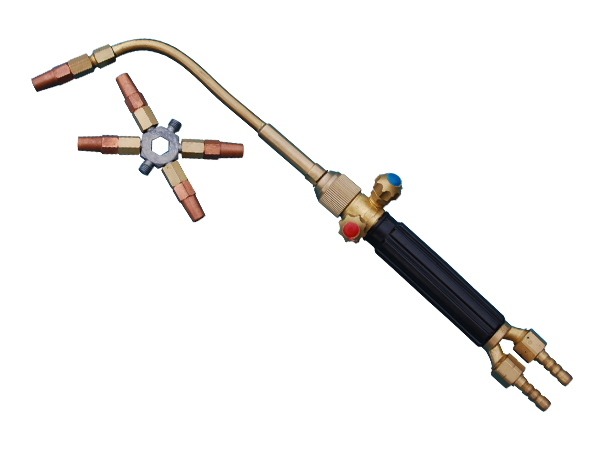
氣焊是利用(yòng)氧氣與乙炔混合燃料時(shí)的(de)火焰所産生的(de)高(gāo)熱(rè)熔化(huà)焊絲和(hé)焊件,使金屬件邊緣混合起來(lái),并在冷(lěng)卻後使分(fēn)開金屬形成牢固的(de)接頭的(de)方法叫做(zuò)氧炔焊接,氧炔焊接适用(yòng)于焊薄鋼闆、有色金屬、生鐵鑄件以及堆焊硬質合金等,但這(zhè)種微型焊炬隻适用(yòng)于焊接較薄金屬和(hé)低溫熔化(huà)的(de)金屬,因此,氣焊技術在工業上有它特殊的(de)作用(yòng)。
一、氣焊應用(yòng)範圍:
氣焊是利用(yòng)氧氣與乙炔混合燃料時(shí)的(de)火焰所産生的(de)高(gāo)熱(rè)熔化(huà)焊絲和(hé)焊件,使金屬件邊緣混合起來(lái),并在冷(lěng)卻後使分(fēn)開金屬形成牢固的(de)接頭的(de)方法叫做(zuò)氧炔焊接,氧炔焊接适用(yòng)于焊薄鋼闆、有色金屬、生鐵鑄件以及堆焊硬質合金等,但這(zhè)種微型焊炬隻适用(yòng)于焊接較薄金屬和(hé)低溫熔化(huà)的(de)金屬,因此,氣焊技術在工業上有它特殊的(de)作用(yòng)。
二、焊炬技術參數:
| 焊咀 | 焊咀孔徑 (mm) | 焰心長(cháng)度 (mm) | 參考焊接厚度 (mm) | 氣體壓力(kgf/cm²) | 氣體消耗量 | ||
| 氧氣 | 乙炔 | 氧氣 | 乙炔 | ||||
| 1 | 0.5 | 3.0 | 0.2~0.4 | 1.0 | 0.01~1 | 20~22 | 16~18 |
| 2 | 0.7 | 4.5 | 0.4~0.7 | 1.5 | 0.01~1 | 55~65 | 45~50 |
| 3 | 0.9 | 6.0 | 0.7~1.0 | 2.0 | 0.01~1 | 110~130 | 100~120 |
三、使用(yòng)前工作步驟:
1.根據焊接工作物(wù)的(de)厚度,選擇适當的(de)焊咀及前混合管裝上中部主體,并擰緊螺母。
2.焊炬使用(yòng)之前必須檢查焊炬各部情況:
先把連接氧氣減壓器氧氣軟管套上氧氣接頭,并要軋緊,使氧氣接到焊炬内,先打開乙炔閥,然後
打開氧氣閥。用(yòng)手指按在乙炔接頭上,檢查乙炔接頭上是否有一股吸力,如果有吸力,則表示焊炬
噴射情況正常。如果發現乙炔接頭上無吸力,甚至氧氣從乙炔接頭中倒流出來(lái),則表示焊炬射吸情
況不正常,不能使用(yòng),必須修複後使用(yòng)。
3.焊炬射吸情況檢查正常後,把連接乙炔發生器上乙炔軟管套上乙炔接頭,并要軋緊。
4.焊炬點火時(shí)應該先把氧氣閥稍稍打開,然後打開乙炔閥,然後點火,點火後立即調節混合火焰,火
焰應具有輪廊顯著的(de)核心以及正常的(de)火焰長(cháng)度,如果火焰不能調節正常或有打炮現象,應拆開射吸
管螺母,檢查噴嘴密封程度及與射吸管調節距離是否适合,調整後裝好再使用(yòng)。
5.本焊炬适用(yòng)于乙炔壓力等于或大(dà)于0.1kgf/cm²的(de)乙炔發生器上使用(yòng)。
6.焊炬在停止使用(yòng)滅火時(shí),應先關乙炔閥,然後關氧氣閥,這(zhè)樣可(kě)以防止火焰倒襲和(hé)煙(yān)灰。
四、維護保養和(hé)安全技術:
1.焊炬各氣體通(tōng)道,均不得(de)沾染油脂,以防氧氣遇油脂燃燒和(hé)爆炸。焊嘴配合面和(hé)噴嘴配合面不得(de)碰
毛,防止漏氣影(yǐng)響使用(yòng)。
2.焊炬各氣體通(tōng)道均不得(de)漏氣,如果有漏氣等現象應立即關閉各氣閥,經檢查調整不漏氣後方可(kě)使
用(yòng)。
3.焊炬回火時(shí)應立即關閉乙炔閥,再關氧氣閥,這(zhè)樣回火就在焊炬内很快(kuài)熄滅。稍微等一下(xià)後,再打
開氧氣調節閥,以吹出殘餘焊炬内的(de)餘焰和(hé)炭質微粒,然後再使用(yòng)。
4.焊炬在停止使用(yòng),應将焊炬與皮管一起挂起來(lái)或放在适當的(de)木(mù)箱中,以防塵土及雜(zá)質侵入焊炬影(yǐng)響
使用(yòng)。因此,焊炬應經常擦洗各部位垃圾雜(zá)質。
5.焊炬在運輸及保管時(shí)應輕裝輕卸,并放在沒有油脂及沒有潮濕的(de)地方。
