



中碳鋼這(zhè)麽難焊,應該怎麽焊呢(ne) !志欽焊割告訴你
中碳鋼是指含碳量0.25%~0.60%的(de)碳素鋼,包括碳素結構中的(de)30、35、45、50、55等和(hé)鑄造碳鋼中的(de)ZG230-450、ZG270-500、ZG310-570、ZG340-640等鋼種。由于中碳鋼的(de)含碳量比低碳鋼高(gāo),其焊接性比低碳鋼差。當碳的(de)質量分(fēn)數接近0.30%而含錳量不高(gāo)時(shí),焊接性尚好,但随著(zhe)含碳量的(de)增加,焊接性逐漸性明(míng)顯變差。當碳的(de)質量分(fēn)數達到0.50%左右時(shí),焊接性明(míng)顯變差。
一、焊接中碳鋼易出現的(de)問題及工藝措施
焊接中碳鋼時(shí)容易發生的(de)問題如下(xià):1、冷(lěng)裂紋問題由于鋼材的(de)含碳量較高(gāo),焊接時(shí)熱(rè)影(yǐng)響區(qū)很容易産生硬脆的(de)馬氏體組織,因此容易産生冷(lěng)裂紋。如果焊接材料選用(yòng)不當或焊接工藝制定不當,焊縫也(yě)容易産生冷(lěng)裂紋。 2、熱(rè)裂紋問題焊接時(shí),含碳量較高(gāo)的(de)母材熔化(huà)後,也(yě)會把碳帶入焊縫中,使焊接中碳的(de)含量增高(gāo)。碳能加劇金屬中硫、磷等引發熱(rè)裂紋的(de)作用(yòng),因此焊接中碳鋼時(shí)焊縫容易産生熱(rè)裂紋。特别是當母材或焊接材料中硫、磷含量控制不嚴時(shí),更容易産生熱(rè)裂紋。此外,鋼中碳的(de)含量高(gāo),也(yě)使焊接縫産生CO氣孔的(de)傾向增大(dà)

工藝措施
由于中碳鋼焊接時(shí)容易産生冷(lěng)裂紋、熱(rè)裂紋等缺陷,因此焊接時(shí)需要采取一些特殊的(de)工藝措施才能正常焊接。1、焊接方法各種電弧焊方法均可(kě)用(yòng)于焊接中碳鋼。由于中碳鋼多(duō)用(yòng)于制造機器零件,并非大(dà)型焊接結構,所以生産中焊條電弧焊方法應用(yòng)的(de)多(duō)。2、焊接材料爲了(le)防止焊接接頭産生冷(lěng)裂紋和(hé)熱(rè)裂紋,焊條電弧焊時(shí)通(tōng)常都采用(yòng)低氫焊條焊接。低氫焊條不僅使焊縫中含氫量較低,而且具有一定的(de)脫硫、磷作用(yòng),能提高(gāo)焊縫的(de)塑性和(hé)韌性。當鋼中碳的(de)含量較低且接頭拘束度不大(dà)時(shí),也(yě)可(kě)采用(yòng)钛鐵礦型或钛鈣型焊條焊接,但一定要采取嚴格的(de)工藝措施相配合,例如盡量減少熔合比、對(duì)焊件嚴格預熱(rè)和(hé)控制層間溫度等。如果焊件不能預熱(rè),也(yě)可(kě)有采用(yòng)鉻鎳奧氏體不鏽鋼焊條焊接,例如E308L-16(A102)、E308L-15(A107)、E309-16(A302)、E309-15(A307)、E310-16(A402)、E310-15(A407)等。3、 預熱(rè)溫度和(hé)層間溫度焊前預熱(rè)是焊接中碳鋼時(shí)防止産生裂紋有效的(de)工藝措施。預熱(rè)不僅能降低接頭的(de)冷(lěng)卻速度,從而防止産生馬氏體,而且能減少焊接應力和(hé)加速氫的(de)擴散逸出。大(dà)多(duō)數情況下(xià)都需要預熱(rè)和(hé)保持層間溫度。預熱(rè)溫度和(hé)層間溫度的(de)選擇取決于鋼材的(de)碳當量、母材的(de)厚度、結構的(de)剛性、焊條的(de)類型等。預熱(rè)溫度可(kě)通(tōng)過焊接性試驗來(lái)确定,也(yě)可(kě)通(tōng)過經驗公式T0=550(C-0.12)+0.4δ确定,式中T0表示預熱(rè)溫度(℃),C表示所焊母材的(de)碳的(de)質量分(fēn)數(%),δ表示鋼闆厚度(mm)。30、35、45鋼焊接時(shí)的(de)預熱(rè)溫度和(hé)層間溫度可(kě)參表1
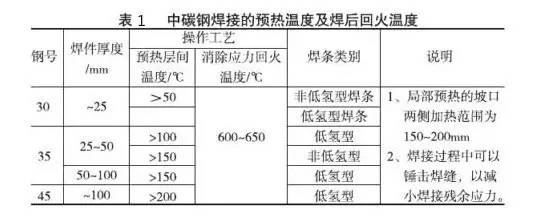
4、坡口型式焊件好開U形或V形坡口,這(zhè)樣可(kě)以減少母材金屬熔入焊縫的(de)比例。如果是焊補鑄件缺陷,鏟挖出的(de)坡口外形應圓滑,以減少母材熔入焊縫的(de)量。5、焊接參數焊接宜采用(yòng)直流反極性電源。多(duō)層焊時(shí),由于母材溶化(huà)到層焊縫中的(de)比例(質量分(fēn)數)高(gāo)可(kě)達30%左右,因此宜采用(yòng)小直徑焊條、小電流、慢(màn)焊接速度焊接。6、焊後熱(rè)處理(lǐ)焊後,焊件好立即進行消除應力熱(rè)處理(lǐ)。特别是對(duì)于大(dà)厚度焊件、大(dà)剛性結構件和(hé)在動載荷或沖擊載荷下(xià)工作的(de)焊件。消除應力回火的(de)溫度一般爲600~650℃。如果焊後不能立即進行消除應力熱(rè)處理(lǐ),則應進行後熱(rè),即進行略高(gāo)于預熱(rè)溫度的(de)加熱(rè),保溫時(shí)間爲大(dà)約每10mm厚度1h。二、典型中碳鋼焊接工藝彙編
(一)35鋼與ZG270-500鑄造碳鋼
35碳鋼的(de)質量分(fēn)數爲0.32%~0.39%,ZG270-500鑄造碳鋼碳的(de)質量分(fēn)數爲0.31%~0.40%。碳當量約爲0.45%,因此這(zhè)類鋼的(de)焊接性尚可(kě)。但焊接時(shí)熱(rè)影(yǐng)響區(qū)仍有可(kě)能産生硬脆的(de)馬氏體組織,有産生裂紋的(de)傾向,所以焊接這(zhè)類鋼時(shí)應采取一定的(de)工藝措施。1、焊接材料的(de)選用(yòng)焊條電弧焊時(shí),當要求焊縫與母材等強度時(shí),可(kě)選用(yòng)E5016(J506)或E5015(J507)焊條焊接;當不要求焊縫與母材等強度時(shí),可(kě)選用(yòng)E4316(J426)、E4315(J427)、E4303(J422)、E4310(J423)等焊條焊接。埋弧焊時(shí),焊劑可(kě)選用(yòng)HJ430、HJ431;焊絲可(kě)選用(yòng)H08MnA、H10Mn2等。電渣焊時(shí),焊劑可(kě)選用(yòng)HJ430、HJ431、HJ360;焊絲可(kě)選用(yòng)H10Mn2、H08Mn2Si、H08Mn2SiA等。2、 預熱(rè)溫度和(hé)層間溫度焊接35鋼和(hé)ZG270-500鑄造鋼時(shí),通(tōng)常焊件的(de)預熱(rè)溫度和(hé)層間溫度爲150℃左右,當焊件剛性比較大(dà)時(shí),預熱(rè)溫度和(hé)層間溫度應提高(gāo)到200~250℃。局部預熱(rè)的(de)加熱(rè)範圍爲坡口兩側150~200mm。3、 焊後熱(rè)處理(lǐ)對(duì)于大(dà)厚度焊件,大(dà)剛性結構件和(hé)工作條件爲動載荷或沖擊載荷的(de)焊件,焊後宜立即進行消除應力回火處理(lǐ),回火溫度一般爲600~650℃。對(duì)于一般厚度的(de)焊件可(kě)采用(yòng)後熱(rè),以使擴散氫逸出。後熱(rè)溫度一般爲200~350℃,保溫時(shí)間爲2~6h,視焊件厚度而定。
(二)45鋼與ZG310-570鑄造碳鋼45鋼碳的(de)質量分(fēn)數爲0.42%~0.5%,ZG310-570鑄鋼碳的(de)質量分(fēn)數爲0.41%~0.50%。碳當量約爲0.56%,淬硬傾向比較大(dà),容易産生裂紋,焊接性比較差。1、焊接材料的(de)選用(yòng)焊條電弧焊時(shí),盡量選用(yòng)低氫型焊條,當要求焊縫與母材等強度時(shí),可(kě)選用(yòng)E5516-G(J556)、E5515-G(J557)焊條;當不要求焊縫與母材等強度時(shí),可(kě)選用(yòng)E4316(J426)、E4315(J427)、E5016(J506)、E5015(J507)、E4303(J422)、E4301(J423)等焊條。埋弧焊時(shí),焊劑可(kě)選用(yòng)HJ350或SJ101,焊絲可(kě)選用(yòng)H08MnMoA。2、焊接參數的(de)選擇焊接45鋼和(hé)ZG310-570鑄造碳鋼,應選用(yòng)較小的(de)焊接電流,以降低焊縫的(de)熔合比,減少母材中碳向焊縫中過渡的(de)數量。3、 預熱(rè)溫度和(hé)層間溫度焊接這(zhè)類鋼,焊前好采取整體預熱(rè),預熱(rè)溫度爲200℃以上。對(duì)于T形接頭,由于比平對(duì)接頭散熱(rè)方向多(duō),會導緻焊接接頭冷(lěng)卻加快(kuài),增加産生冷(lěng)裂紋傾向,預熱(rè)溫度應适當提高(gāo),預熱(rè)溫度爲250~400℃,視焊件厚度而定。層間溫度不應低于預熱(rè)溫度。4、焊後熱(rè)處理(lǐ)焊件焊後應立即進行消除應力回火處理(lǐ),回火溫度爲600~650℃
