



焊接
總是不缺巧手和(hé)能人(rén)
用(yòng)心了(le)
才會知道
你也(yě)是藝術家
搖擺焊的(de)曆史
離不開核電站的(de)焊接,
在大(dà)亞灣核電站的(de)建設中
搖擺焊進入中國,
在當時(shí)國内是沒有人(rén)會搖擺焊接的(de),
首次接觸搖擺焊,
而國外的(de)焊工在焊接的(de)時(shí)候又不給看。
當時(shí)很多(duō)公司都派焊工去參于大(dà)亞灣核電的(de)建設,
以求學個(gè)國外的(de)先進焊接技術,
請了(le)多(duō)名法國的(de)焊接教練培訓焊工,
想必是費了(le)不少的(de)勁,
才讓搖擺焊在中國發揚光(guāng)大(dà)。

不鏽鋼鎢極惰性氣體保護電弧焊
技術流行的(de)是“走杯子”的(de)方式,
但此種方式
絕不是有效的(de)“走杯子”的(de)方式
這(zhè)種方式
容易在金屬表面留下(xià)劃痕

“搖把”焊接
操作方法與特點送絲方法:
就是大(dà)拇指與食指、中指緊夾焊絲.
用(yòng)大(dà)拇指沿食指指尖方向靠摩擦向前推動焊絲,
焊絲從無名指和(hé)小拇指中間穿出,
起定位作用(yòng)。
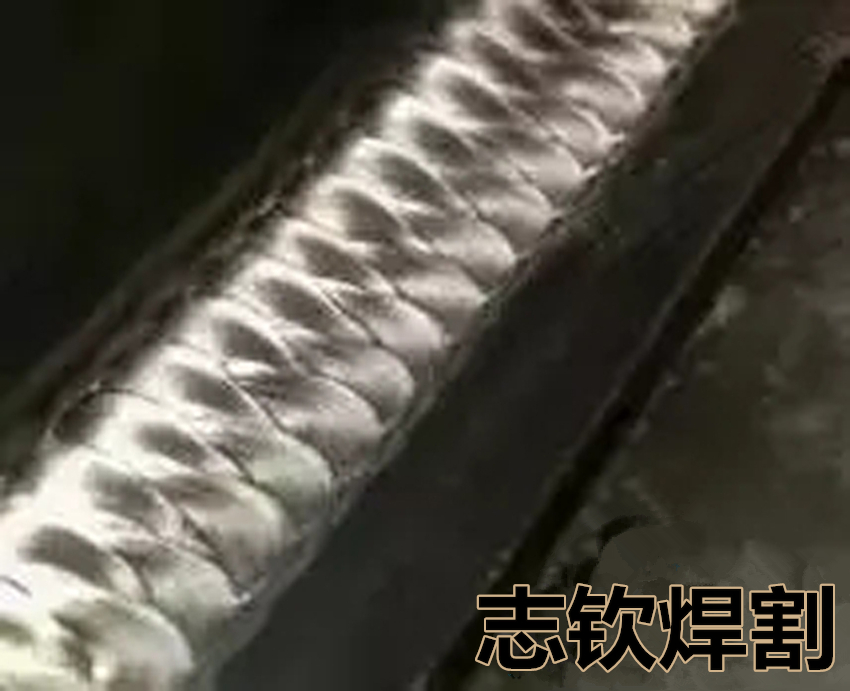
搖把送絲法的(de)特點是續絲穩而快(kuài),
不間斷,
均勻的(de)擺動加大(dà)了(le)Ar的(de)保護圈,
更好的(de)保證了(le)焊縫的(de)質量。
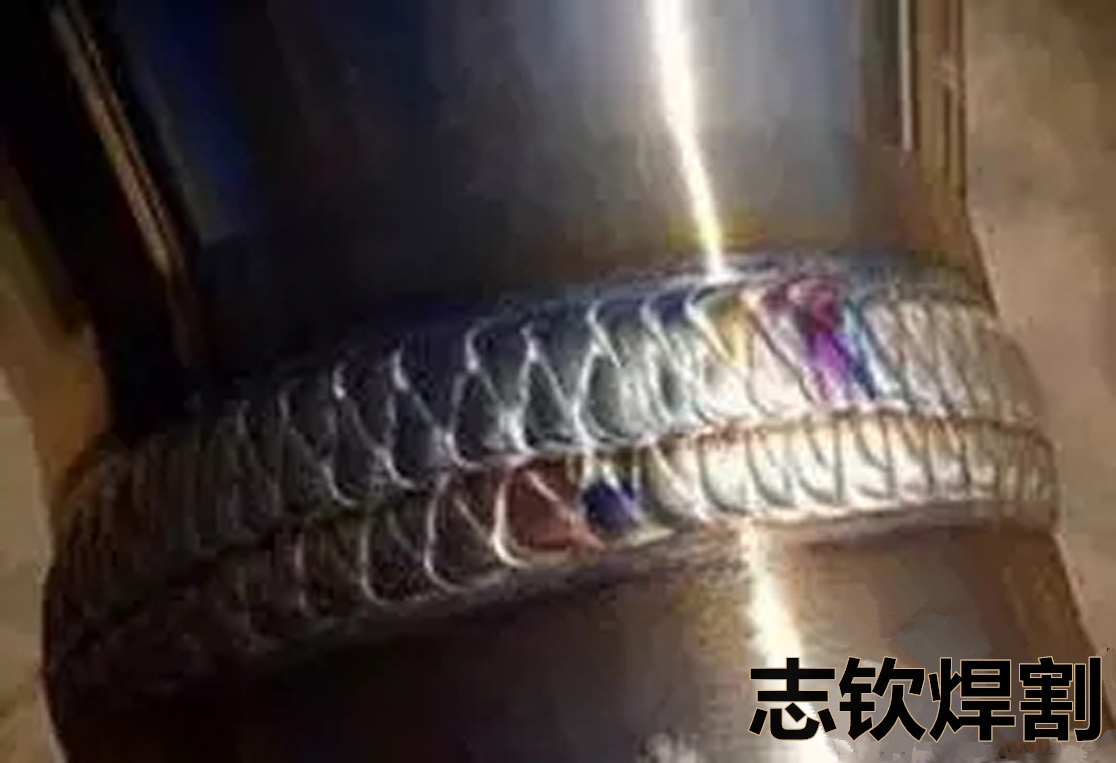
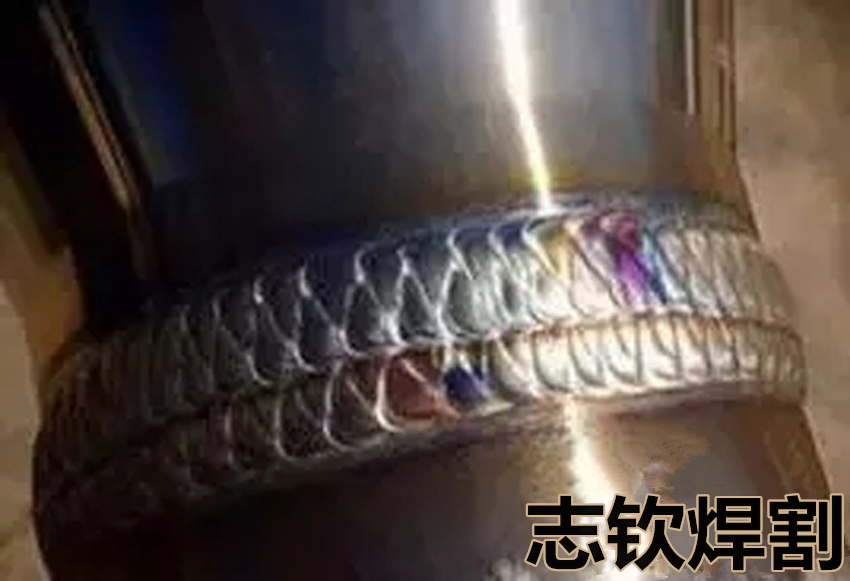
特别是不鏽鋼、有色金屬材料焊接,
熔池均勻、氣體保護得(de)當,焊接外觀更漂亮。
焊嘴扇形滾(擺)動
是氩弧焊“搖把”技術的(de)核心。
焊嘴輕輕挨著(zhe)坡口(起支撐作用(yòng))一側停留并引燃電弧形成熔池,
靠大(dà)拇指與食指摩擦送絲
,随著(zhe)焊嘴(熱(rè)源及Ar氣流保護遷移的(de)方向)的(de)擺動.
熔滴在牽引力和(hé)表面張力作用(yòng)下(xià)從坡口另一側與該側母材相連,
等熔滴與另一側母材形成穩定的(de)熔池、焊縫後再搖擺回到母材原來(lái)一側,
如此反複,
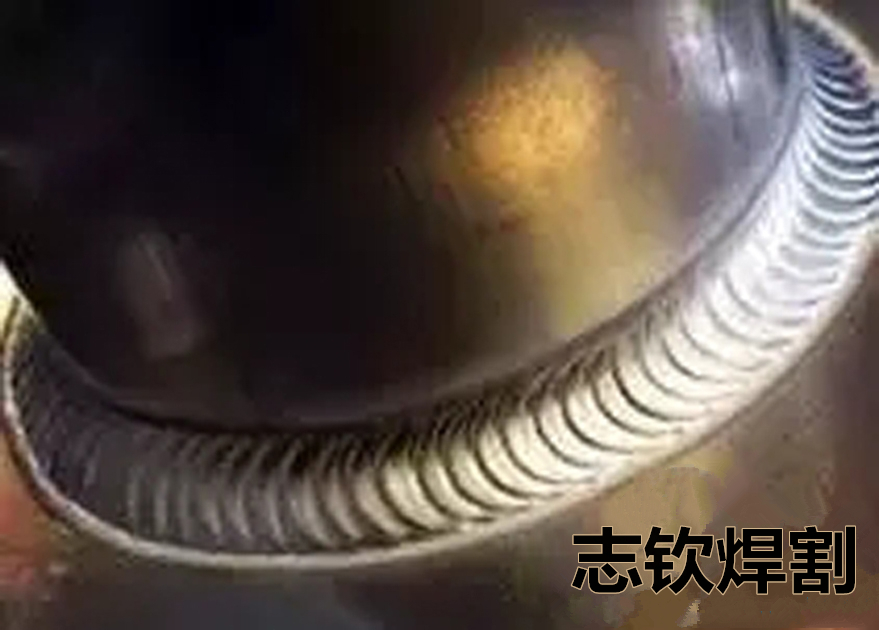
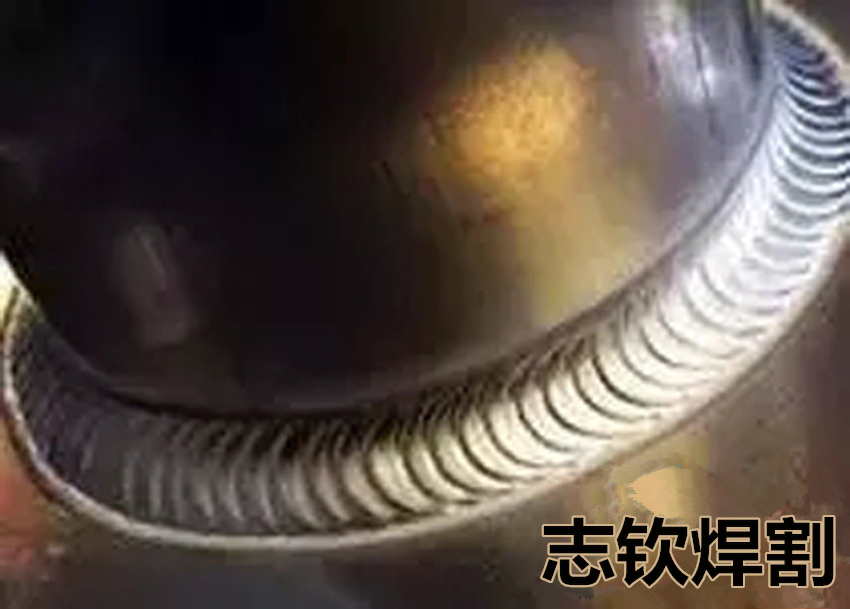
形成的(de)焊縫兩側熔合良好,
不易産生咬邊及未焊透、未熔台,
由于焊絲一直沒有脫離Ar的(de)保護圈,
故焊縫内部、表面質量都能夠保證。
搖把”焊接
不易産生未焊透缺陷。
“搖把”焊接時(shí)的(de)坡口間隙可(kě)以比“端把”焊接時(shí)大(dà)。
搖把焊接間隙要求爲:一般合金鋼1.5-3.5mm,鎳基等黏性合金鋼2.0-4.0mm。
搖把内加絲焊接法的(de)坡口間隙可(kě)以做(zuò)到:一般合金鋼3.0-4.5mm,鎳基等黏性合金鋼3.5-5.0mm。
由于“搖把”焊接
選用(yòng)較大(dà)的(de)對(duì)口間隙及向兩邊坡口擺動,
和(hé)傳統手法相比未焊透、未融合缺陷大(dà)大(dà)降低了(le)。
常規手工鎢極氩弧焊工藝,
由于選用(yòng)較小的(de)坡口間隙,
熱(rè)源處于坡口和(hé)焊絲的(de)中間,
焊工技能不過關的(de)話(huà)通(tōng)常會出現未焊透缺陷,
造成根部返修。
但搖把也(yě)是有它的(de)缺陷:
因手臂需要擺動,
在受限空間不能操作;
焊接間隙小于1.5mm雙邊坡口角度小于550,
焊炬的(de)瓷嘴擺動空間受限,無法焊接。
搖擺焊,
這(zhè)樣的(de)文章(zhāng)也(yě)不少,
方法大(dà)緻相同,
不同的(de)地方就在于你自己的(de)理(lǐ)解,
正如眼過千遍不如手過一遍,
每個(gè)人(rén)理(lǐ)解的(de)不同,焊接出的(de)焊縫就不一樣。
